Warm Mix Asphalt is an asphalt that is produced and applied at a temperature around 20 – 40 °C lower than an equivalent “Hot Mix Asphalt” (HMA).
The information on this website focuses on Warm Mix Asphalt (WMA) technologies for producing asphalt at temperatures slightly above 100 °C with properties or performance equivalent to that of conventional HMA.
Thanks to the lower production and application temperature (around 20 – 40 °C lower than an equivalent Hot Mix Asphalt) this WMA has several advantages:
- Asphalt workers benefits: less emissions and improved working conditions
- Environmental benefits: less energy used and lower emissions
- Manufacturing and paving benefits: less hardening of the bitumen and full compatibility with the use of RAP
- Paving operations benefits: WMA can be compacted at a lower temperature than HMA; producing WMA at HMA temperatures will permit an extended time for haulage and compaction. WMA will cool faster to ambient temperatures and therefore, the site can be opened for traffic at an earlier stage.
The lower emissions support the goal of the European asphalt industry to reduce bitumen fumes during paving operations.
There are various techniques available to produce this Warm Mix Asphalt.
This website provides the potential users and producers of WMA, with useful information and it gives a short overview of:
- Techniques available
- Performance of WMA mixes
- Benefits of WMA
- The way European asphalt standards allow the use of WMA
- Experience in EAPA member countries
- Experience in other countries
- References and literature
More information can also be found in the EAPA Position Paper “The use of Warm Mix Asphalt” which can be downloaded by clicking here.
Introduction
The first WMA techniques were developed in the late 1990’s. Additives were trialled in Germany and in Norway the WAM-Foam® process was developed.
Figure 1 shows how WMA fits into the full range of techniques from cold mix through to hot mix:
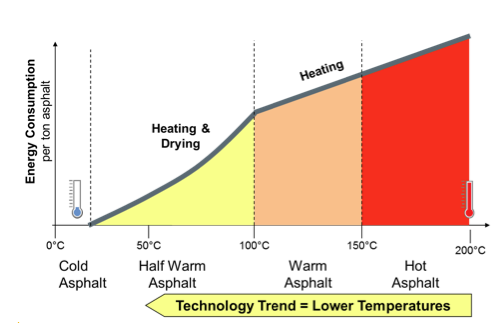
Figure 1: Classification by temperature range
- Cold mixes are produced with unheated aggregate and bitumen emulsion or foamed bitumen.
- Half Warm Asphalt is produced between approximately 70 °C and roughly 100 °C.
- Warm Mix Asphalt is produced and mixed at temperatures roughly between 100 and 150 °C.
- Hot Mix Asphalt is produced and mixed at temperatures roughly between 120 and 190 °C The production temperatures of Hot Mix Asphalt depend on the bitumen used.
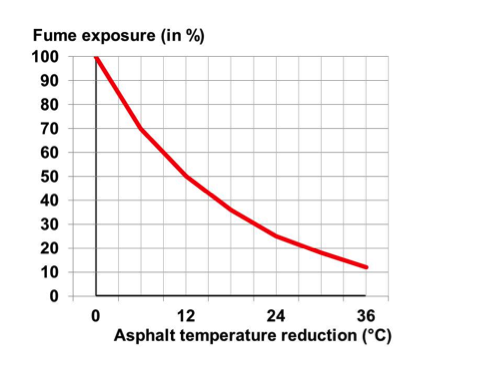
The lower mixing and paving temperatures, obtained by the use of Warm Mix Asphalt, minimise fume and odour emissions and creates cooler working conditions for the asphalt workers. As a rule of thumb, the release of fume is reduced by around 50% for each 12 °C reduction in temperature.
This reduction of emissions is the most important reason for the European asphalt industry to stimulate the use of Warm Mix Asphalt.
Techniques to produce WMA
Warm-Mix Asphalt (WMA) technologies operate above 100 oC, so the amount of water remaining in the mix is very small. Various techniques are used to reduce the effective viscosity of the binder enabling full coating and subsequent compactability at lower temperatures.
The most common techniques are:
- Organic additives
Different organic additives can be used to lower the viscosity of the binder (bitumen) at temperatures above about 90°C. A commonly used additive is a special paraffin wax produced by conversion of natural gas. Organic additives typically give a temperature reduction of between 20–30 °C whilst they also improve the deformation resistance of asphalt so modified.
- Chemical additives
Chemical additives do not change the bitumen viscosity. As surfactants they work at the microscopic interface of the aggregates and the bitumen. They regulate and reduce the frictional forces at that interface at a range of temperatures, typically between 140 and 85°C. It is therefore possible to mix the bitumen and aggregates and to compact the mixture at a lower temperature. Chemical additives may reduce the mix and compaction temperatures by about 20 – 40°C.
- Organic additives
Different organic additives can be used to lower the viscosity of the binder (bitumen) at temperatures above about 90°C. A commonly used additive is a special paraffin wax produced by conversion of natural gas. Organic additives typically give a temperature reduction of between 20–30 °C whilst they also improve the deformation resistance of asphalt so modified.
- Foaming techniques – to initiate a foaming process of the bitumen
A range of foaming techniques is applied to reduce the viscosity of bitumen. Various means are employed to introduce small amounts of water into the hot bitumen. The water turns to steam, increases the volume of the bitumen and reduces its viscosity for a short period. The expansion of the bitumen allows the coating of the aggregates at lower temperatures and the residual moisture supports the compaction of the asphalt on the construction site. Production and paving temperatures can be reduced in parallel.
Two techniques are commonly used for foaming:
1. The direct method of foaming is to inject a small controlled amount of water to hot bitumen via foaming nozzles. This results in a large but temporary increase in the effective volume of the binder which facilitates coating at lower temperatures. Some vapour remains in the bitumen during compaction reducing effective viscosity and facilitating compaction. On cooling the binder reverts to normal, as the amount of water is insignificant. This technique can enable a temperature reduction of the asphalt mix of about 20 to 40°C.
2. An indirect foaming technique uses a mineral as the source of foaming water. Hydrophilic minerals from the zeolite family are commonly used. They contain about 20 percent of crystalline water, which is released above 100 °C. This release of water creates a controlled foaming effect, which can provide an improved workability for a 6- to 7-hour period, or until the temperature drops below 100 °C. The foaming results in an improved workability of the mix which can subsequently allow a decrease in the mix temperature by approximately 30°C with equivalent compaction performance.
A second indirect foaming technique uses the moisture on the sand (or RAP) to generate naturally created foam. It is a sequential technique. The coarse aggregate which represents about 80% of the mix design is dried/heated to 130-160°C, it is then coated by the bitumen and thereby creating a thick binder film on the coarse particles. The next stage involves the addition of the cold/wet fraction. The moisture in contact with the hot bitumen causes foaming which facilitates easy coating of the cold and wet RAP or fine aggregate.
This technique enables the same temperature reduction as the direct foaming through nozzles, about 20 to 40°C.
Next to the above mentioned techniques there are also combined products that can be used to produce Warm Mix Asphalt, like pallets with fibres and zeolite or fibres with organic additives.
Equivalent performance of WMA
Many studies show that the performance and the in-service characteristics of WMA mixes are equivalent to those of the traditional mixes, and frequently even better. The EAPA Position Paper “The use of Warm Mix Asphalt”, gives a list of literature references of relevant studies.
There are several reasons for the good performance of WMA. As a result of improved workability, a higher compacted density can be achieved. This higher density reduces the long-term in-service hardening of the bitumen and also prevents ingress of water.
Lower production temperatures can also decrease the ageing of the bitumen during the production stage which can additionally improve the thermal and fatigue cracking resistance of the asphalt.
In [2.] a review of field trials of WMA technologies conducted in various countries in the world is presented, with the emphasis on performance differences between WMA and conventional HMA.
Benefits of WMA
The most important benefit of using Warm Mix Asphalt is the significant lower bitumen fume exposure level during paving operations compared to Hot Mix Asphalt. This lower exposure level supports the goal of the European asphalt industry in reducing bitumen fumes during paving operations to improve the working environment of the asphalt workers.
The second reason is the energy reduction; so lower the emission of greenhouse gases.
The European asphalt industry strives to contribute to this and to initiate measures for emission reduction.
a. Asphalt workers benefits
The lower mixing and paving temperatures minimise fume and odour emissions and creates cooler working conditions for the asphalt workers. As a rule of thumb, the release of fume is reduced by around 50% for each 12 °C reduction in temperature. So a temperature reduction of 25 °C will lead to fume emission reduction of about 75% (see graph).
This reduction of emissions is the most important reason for the European asphalt industry stimulating the use of Warm Mix Asphalt.
b. Environmental benefits
Because of the lower production temperature of WMA less fuel is needed to heat the aggregate. This results in lower emissions of the asphalt plant. The actual reductions vary based on a number of factors and should be considered on a case by case basis.
In short:
- The reduction of the production temperature in the WMA and Half Warm Asphalt processes do lead to significant reductions of stack emissions;
- The reduced fuel and energy usage gives a reduction of the production of greenhouse gases and reduces the CO2 / Carbon footprint;
- The lower mixing and paving temperatures help to minimise fumes, emissions, and odours and a subsequent reduction of workers’ potential for exposure to fugitive emissions from the plant.
c. Manufacturing and paving benefits
The use of Warm Mix Asphalt has several advantages, not only for the asphalt mix itself but also for the manufacturing process:
Manufacturing benefits:
- Lower asphalt temperatures results in less hardening of the bitumen/binder during manufacture.
- Lower production temperatures reduce the thermal stress on the plant components.WMA is fully compatible with the use of Reclaimed Asphalt. WMA is fully compatible with the use of RAP.
d. Paving operations benefits
The use of Warm Mix Asphalt improves the handling characteristics of asphalt and creates a more comfortable (working) environment for the asphalt workers and the public near work sites:- For some technologies like foam, WMA can be compacted at a lower temperature than conventional HMA for an equivalent degree of compaction.
- Alternatively, producing WMA at HMA temperatures will permit an extended time for haulage and compaction. Therefore more distant sites can be served from each plant with the same degree of workability, or the period of workability to achieve the same degree of compaction is extended. Or, a higher degree of compaction can be achieved at the same (HMA) temperature. This can additionally extend the laying season into colder months and/or night working.
- WMA can be used in deep patches where the site is restricted. As the lower temperature WMA starts with less heat it will therefore cool faster to ambient temperatures. Therefore, the site can be opened for traffic at an earlier stage.
- WMA is important for paving operations in tunnels (and parking garages). It creates a more comfortable and better working environment for the asphalt workers.
WMA and European standards
WMA and European standards
The European Standards for “Bituminous mixtures” (EN 13108-1 to -7) do not preclude the use of Warm Mix Asphalt.
The European Standards include maximum temperatures for particular mixtures, but there are no minimum temperatures. The minimum temperature of the asphalt mix at delivery is declared by the manufacturer. The standards also contain provisions for dealing with mixtures containing additives, subject to demonstration of equivalent performance.
Thus, European Standards should not be seen as a barrier to the introduction of WMA.
Consequences for the asphalt plant when producing WMA
Mixing asphalt at lower temperatures affects the whole production process. There are the changes of the process directly related to the WMA-technology applied (e.g. foam generator) and the other consequences or additional requirements that an asphalt plant needs to fulfil (e.g. operational range of burner).
Details regarding the consequences for the asphalt plant when producing WMA can be found in the 2014 version of the EAPA Position Paper on WMA.


