Maximising productivity and the quality of the product while reducing its environmental impact is the main challenge today in asphalt plants. Efficiency and quality control have been significantly improved over the last years by innovative control technology and IT. Some of the main innovations are:
New connecting tools for asphalt plants
Smart asphalt plant manufacturing
- Connectivity: modern web technologies and a forward-looking software architecture make possible for operators and plant managers to have access from everywhere, via internet, to process relevant data like production protocols or statistics of their plants, actual orders from customers or process data like temperature or energy consumption of the production.
- Cold feeding: Graded start-up control system for creating an optimal material spread with automatic sand advance function, which allows unlimited number of cold feeding recipes under indication that can be switched over per mouse click (proportions / capacity / quantity / speed).
- Drying and dedusting: Fully automatic burner control for constant mineral temperatures and negative pressure regulation, with configurable step-up and step-down system. Sensors are added to monitor the material, raw gas and cleaned gas temperature, whose trends can be easily visualised and used for burner diagnosis.
- Weighing and mixing: Dynamic inflight correction based on dynamic flow measurement for all components, with self-learning automatic correction of the inflight parameters. Automatic optimisation and tare functions for aggregate ratio to bitumen and switch point from coarse to fine batching for small quantities. Some brands have developed digital tools to create weighing orders, weigh vehicles, and create delivery notes. The delivery note data can be transferred electronically into the invoicing system by means of data transfer, which reduces the amount of administrative work and costs considerably.
- Bitumen tank storage: Full integration of electrically heated bitumen tank store (filling, circulation, transfer, mixing, evacuating) with temperature regulation and display and integrated, freely programmable timer for all heating’s.
- Loadout bins: Automatic loading bin control with freely programmable switchover to subsequent bin in the event of full target bin, and integrated heating and display of load temperature. Digital tools developed for this process display additional information such as time stamps of the last filling and take out, silo content (Quantity and Article) and last loaded quantity. These technologies increase efficiency and safety (e.g. protection against vehicles overloading) while reducing cost.
- Traffic control: Large alphanumeric displays for signalling the loading sequence and card-based identification systems with touch panel, in order to aid the operator to self-register at arrival, optimise the process flow, reducing communication via radio and traffic jams before weight bridge.
- Peak load management: Some digital tools continuously monitor the peak performance of the plant and predict peak tariff timing when the cost of the energy is highest, with the intent to reduce the peak load demand during such period. With these systems, certain devices (i.e. heating) are automatically switched on and off based on the consumers forecast and short term and expensive electrical peak loads can be prevented.
- Integrated maintenance management (IMM) systems support plant operators with the planning of cyclic maintenance tasks, as well as other events related to these. This also allows the effective allocation of maintenance costs and the easy assignment of detailed multimedia work instructions.
Sustainable asphalt plant manufacturing
- Re-used asphalt (RA): The use of RA is an absolute need of today. The use of advanced solutions in asphalt plants, such as those designed to produce a gentle heating of the binder in RA, allowed increases in the RA content possible up to 90% while keeping high quality standards. This brought reductions in CO2 emissions, production costs due to lower costs of bitumen, minerals and transport and less dependency on natural resources (fewer oil and aggregates required). Digital tools for dynamic RA addition, which facilitate the modification of RA ratio, even during production and in accordance with adopted requirements, such as Ring and Ball results are nowadays commonly used in European asphalt plants.
- Energy and CO2 emissions: Other types of digital modules inform in a simple way about the energy consumption and CO₂ emission per ton of produced asphalt. By continuously comparing these figures with historical data or target values, the operator can modify the process in real time to eliminate energy waste and increase sustainability. In addition, modern asphalt plants are also replacing high-energy-consuming components running on gas, fuel oil or coal powder (e.g. burners) by a new generation, which can run on more eco-friendly alternatives, such as wood pellets or bio-fuels.
- Noise: Modern exhaust and burner fans, the cladding concept in 4 levels or stack silencers are developments, which allowed ambient noise reductions up to 20-25 dB.
- Fumes and odours: Nowadays fumes and odours have been minimised in asphalt plants by different solutions in critical points, such as bitumen tanks, stack or suction and water misting of loading areas.
- Dust: Modern plants are also equipped with highly efficient baghouse filters, which lower the exhaust dust to less than 10 mg/Nm3. The main dust reduction points are: separate cold filter, housing and suction of the cold feeders and transfer points of the belts, housing and suction of the loading area, housing of mixing tower, skip hood, oversize/overflow buffer silo and filler loading area.
- Low-temperature asphalt: The correlation between asphalt manufacturing temperature and both consumed energy and fumes emissions is exponential. Hence, as a rule of thumb, at the hot mix asphalt temperature range (around 160-180ºC) each reduction of 10ºC produces reductions in energy and emissions up to 25%. Current technologies implemented in modern asphalt plants allow the production of asphalt at lower temperatures, instead the traditional 160-180ºC. This can be translated into massive reductions in environmental impact per tonne of asphalt, including 95% reductions in fumes and odours at the construction site. In addition, reductions in temperature also improve safety for workers and reduce the ageing of the asphalt binder.
Different technologies have been developed to reduce binder viscosity and improve aggregates coating at low temperatures, such as bitumen foaming (by water or Zeolite) or the injection of additives (e.g. waxes). These techniques reduce fuel consumption up to 1.5 kg oil/t and CO2 emissions up to 5 kg CO2/t, while keeping the same quality standards than hot mix asphalt.


Process scheme to produce low-temperature asphalt containing re-used asphalt
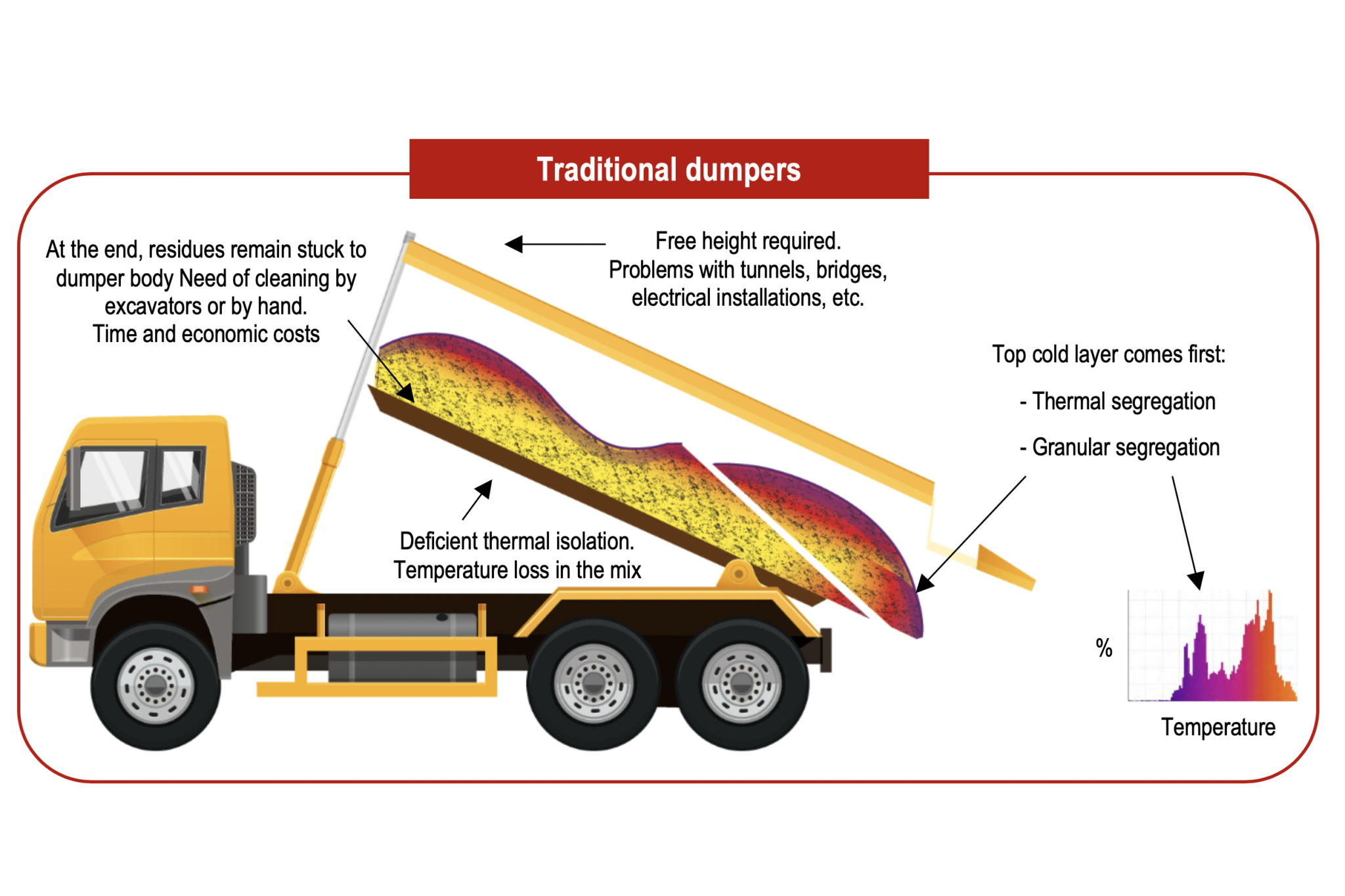
Comparative between traditional dumpers (top) and modern push-off trailers (bottom)